Hotline
+86-136 8495 9862
Email:cennia@szmizhi.com
Add::104,Building 27,Third Industrial Zone, Longxi Community,Longgang District,Shenzhen,China.
Coil Forming & Handling Equipment
Surface Treatment Equipment
Solutions
Application
About Us

Welcome to MIZHI
For consultation/feedback, please call the service hotline: +86-136 8495 9862 Email:cennia@szmizhi.com

Coil Forming & Coil Handling Solutions
Surface Treatment Solutions




Stone shot blasting machines represent a specialized category of surface treatment equipment designed to modify, clean, and enhance the appearance of various stone materials. Unlike traditional steel plate shot blasters, these machines are engineered to handle the unique physical properties of stones—such as granite, marble, limestone, and sandstone—by using abrasive media to alter surface textures, remove contaminants, or achieve specific aesthetic effects. This technology plays a pivotal role in the construction, architecture, and stone processing industries, enabling the creation of non-slip surfaces, decorative finishes, and weather-resistant treatments. This article delves into the working mechanisms, key components, diverse applications, technological advancements, and environmental considerations of stone shot blasting machines, highlighting their significance in modern stone fabrication.
Core Mechanism
The fundamental principle of stone shot blasting involves using high-velocity abrasive particles to mechanically interact with the stone surface, achieving desired modifications through controlled erosion. The process unfolds in three stages:
1. Abrasive Acceleration: Abrasive media (e.g., steel shot, grit, or mineral particles) are propelled by centrifugal turbines or compressed air systems at speeds ranging from 50 to 100 m/s.
2. Surface Interaction: Upon impact, the abrasives remove a thin layer of the stone’s surface, either to clean contaminants (e.g., moss, efflorescence) or to create texture (e.g., flamed, honed, or bush-hammered effects).
3. Abrasive Recycling: Spent abrasives, dust, and stone debris are collected via a recovery system, where they are separated, cleaned, and recycled. Fine dust is extracted by a dust collector to maintain air quality.
Key Factors Influencing Performance
Stone Type and Hardness:
Hard Stones (e.g., granite, basalt): Require harder abrasives (e.g., steel grit, silicon carbide) and higher impact velocities to achieve effective texturing.
Soft Stones (e.g., limestone, sandstone): Demand softer abrasives (e.g., dolomite, crushed glass) to prevent excessive erosion and preserve structural integrity.
Abrasive Characteristics:
Grain Size: Coarse abrasives (e.g., 1-3 mm) create rough, non-slip surfaces, while fine abrasives (e.g., 0.1-0.5 mm) produce smoother finishes.
Shape: Angular grits (e.g., steel grit) offer aggressive cutting action, whereas rounded shots (e.g., stainless steel shot) provide gentler surface modification.
Process Parameters:
Blasting Time: Longer exposure yields deeper texture but increases the risk of over-processing soft stones.
Distance from Nozzle/Wheel: Closer proximity enhances impact intensity, while greater distance ensures more uniform but lighter treatment.
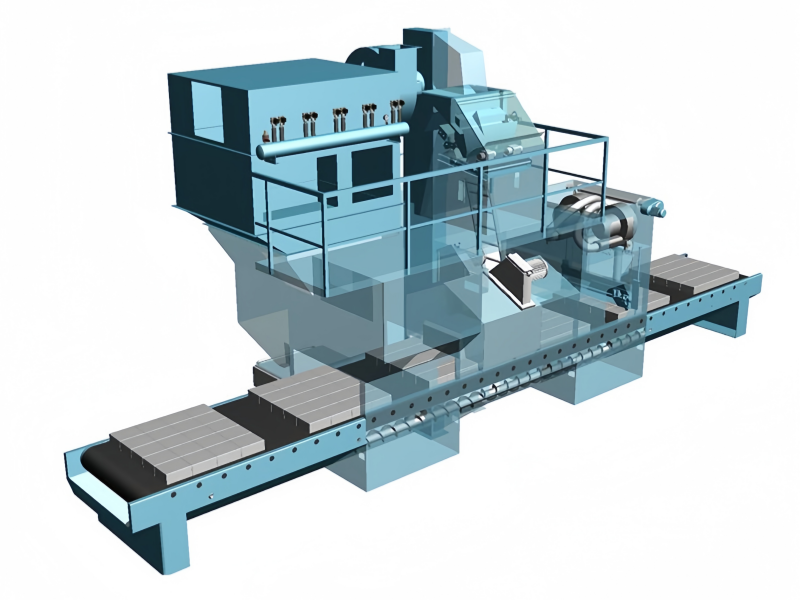
1. Blasting Chamber
Design: A robust, enclosed structure typically made of wear-resistant steel or rubber-lined panels to withstand abrasive impacts. Chambers may be static (for batch processing) or conveyor-based (for continuous operation).
Size and Configuration: Customized to accommodate stone slabs, tiles, or blocks of varying dimensions, with adjustable height and width settings.
2. Abrasive Delivery System
Turbine Wheels: Centrifugal wheels are common in industrial-scale machines, capable of high-volume blasting. They feature replaceable components (e.g., impellers, control cages) and can be configured in multiple banks for wide coverage.
Air Blast Nozzles: Used in precision applications or for intricate stone carvings, driven by compressed air systems (5-10 bar pressure). Nozzles may be manually operated or mounted on robotic arms for automated control.
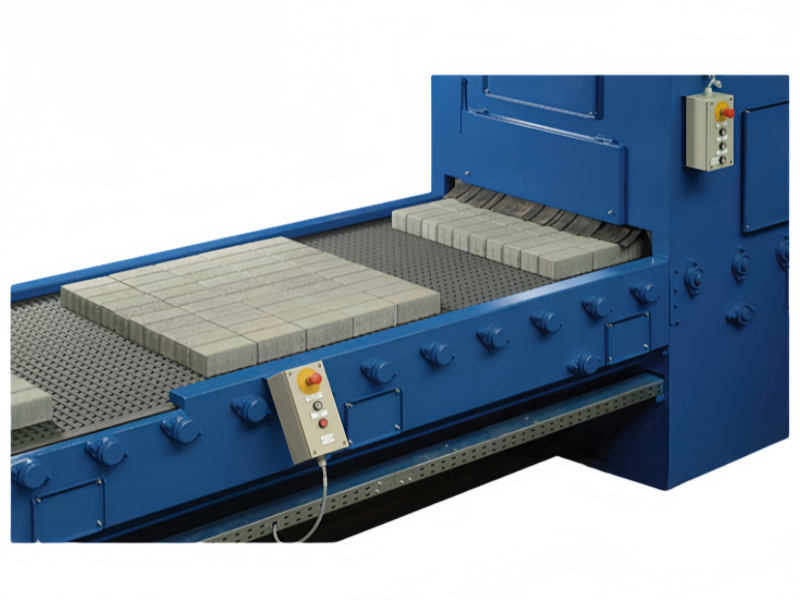
3. Conveyor and Handling System
Continuous Conveyor Belt: Heavy-duty belts with anti-slip surfaces transport stones through the chamber at controlled speeds (0.5-5 m/min), ensuring uniform treatment.
Rotary Tables or Fixtures: For batch processing, stones are secured on rotating tables to enable 360° blasting, ideal for statues, columns, or irregularly shaped pieces.
4. Abrasive Recovery and Separation System
Under-Floor Screw Conveyors: Collect spent abrasives and debris from the chamber floor, feeding them into an elevator or cyclone separator.
Multi-Stage Separation:
Primary Separation: Large stone chips are removed via vibrating screens.
Secondary Separation: Cyclone separators or air classifiers divide abrasives from fine dust, with clean media recycled to the blasting system.
5. Dust and Noise Control Systems
High-Efficiency Dust Collectors: Equipped with bag filters)or cartridge filters to capture silica dust, meeting strict occupational safety standards (e.g., OSHA’s permissible exposure limit of 0.05 mg/m³ for crystalline silica).
Soundproofing: Acoustic panels and vibration-dampening mounts reduce noise levels to below 85 dB(A), protecting operators and complying with environmental regulations.
Applications of Stone Shot Blasting Machines
1. Architectural and Decorative Finishes
Surface Texturing:
Flamed Finish: High-velocity abrasives mimic the effect of flame treatment, creating a rough, slip-resistant surface on granite for outdoor flooring.
Honed and Antiqued Finishes: Fine abrasives gently etch the stone surface, producing a smooth, matte finish or a weathered, aged appearance for interior walls and countertops.
Artistic Engravings: Robotic blasting systems enable precise etching of patterns, logos, or relief designs on stone monuments, memorials, and decorative panels.
2. Construction and Infrastructure
Precast Concrete Elements: Blasting enhances the bond between stone veneers and concrete by roughening the contact surface, improving structural integrity in cladding systems.
Road and Pavement Materials: Shot-blasted stones are used in permeable pavements and decorative driveways, where their textured surfaces enhance traction and drainage.
Bridge and Tunnel Linings: Stone surfaces are treated to resist water penetration and chemical corrosion, extending the lifespan of infrastructure components.
3. Restoration and Conservation
Historical Monuments: Gentle blasting with soft abrasives (e.g., walnut shells, sodium bicarbonate) removes centuries of grime, moss, and pollutants from marble or limestone statues without damaging the original material.
Building Façade Renovation: Restores weathered stone facades by removing discoloration, efflorescence, and old paint, revealing the natural beauty of the stone.
4. Industrial and Functional Applications
Non-Slip Surfaces: In commercial kitchens, hospitals, and public spaces, shot-blasted stone floors reduce the risk of slips and falls, meeting safety standards.
Heat Resistance: Textured stone surfaces in fireplaces or outdoor kitchens improve heat dissipation and prevent thermal cracking.
Stone Recycling: Blasting rejuvenates reclaimed stones by removing mortar residues and stains, making them suitable for reuse in sustainable construction projects.
1. Advanced Automation and Robotics
CNC-Controlled Systems: Computer numerical control (CNC) interfaces allow operators to program precise blasting patterns, depths, and velocities, ensuring consistency across large batches of stones.
Robotic Arm Integration: Six-axis robotic arms with adaptive nozzles can navigate complex geometries, such as curved columns or sculptural elements, with micron-level precision.
Vision-Based Inspection: Post-blasting cameras with AI algorithms automatically assess surface roughness and uniformity, flagging defects and optimizing process parameters in real time.
2. Eco-Friendly and Sustainable Solutions
Green Abrasives:
Recycled Materials: Crushed glass, recycled steel shot, and bio-based abrasives (e.g., corn cob grit) reduce reliance on virgin resources.
Waterless Blasting: Hybrid systems use dry abrasives with minimal water mist to suppress dust, reducing water consumption by up to 90% compared to traditional wet blasting.
Energy Efficiency:
Regenerative Turbines: High-efficiency motors with variable frequency drives (VFDs) adjust power consumption based on workload, cutting energy use by 20-30%.
Solar-Powered Systems: Off-grid blasting units equipped with solar panels and battery storage enable sustainable operation in remote locations.
3. Smart Monitoring and Predictive Maintenance
IoT Sensors: Real-time monitoring of abrasive flow, wheel RPM, and conveyor speed via IoT devices alerts operators to anomalies, such as clogged nozzles or worn liners.
Predictive Analytics: Machine learning models analyze vibration and temperature data to predict component wear (e.g., turbine bearings), scheduling maintenance before failures occur and minimizing downtime.
Remote Diagnostics: Cloud-connected systems allow technicians to troubleshoot issues and update machine firmware remotely, reducing reliance on on-site visits.
4. Hybrid Blasting Technologies
Combined Abrasive and Laser Systems: Integrate shot blasting with laser cleaning for delicate restoration projects, where high-precision removal of contaminants is required without altering the stone’s texture.
Cold Plasma Assisted Blasting: Experimental systems use plasma jets to enhance the effectiveness of abrasive particles, enabling faster cleaning with lower abrasive consumption.
Design Considerations for Stone Shot Blasting Machines
1. Stone Material Properties
Porosity and Density:
High-Porosity Stones (e.g., sandstone): Require lower impact velocities to prevent excessive absorption of abrasives or moisture.
Dense Stones (e.g., granite): Can withstand higher-energy blasting for aggressive texturing.
Color and Mineral Composition: Soft abrasives are preferred for light-colored stones to avoid metal contamination (e.g., iron from steel shot causing rust stains).
2. Process Customization
Modular Design: Machines with interchangeable blasting modules (e.g., turbine vs. nozzle-based) allow quick switching between heavy-duty texturing and fine finishing.
Multi-Zone Blasting: Chambers with separate blasting zones enable sequential treatment (e.g., coarse grit for initial cleaning, fine grit for polishing), optimizing efficiency.
3. Safety and Compliance
Silica Dust Mitigation: Dual-stage dust collection systems with HEPA filters and negative pressure chambers ensure compliance with strict silica regulations, protecting operators from silicosis.
Ergonomic Design: Automated loading/unloading systems and adjustable work heights reduce manual labor and ergonomic risks, such as back strain from lifting heavy stones.
1. Routine Maintenance Schedule
Daily Checks: Inspect abrasive levels, conveyor belt alignment, and dust collector efficiency. Clean debris from the chamber to prevent cross-contamination of abrasives.
Weekly Inspections: Measure wear on blast wheels, nozzles, and chamber liners. Replace components when wear exceeds 30% of their original thickness to maintain consistent performance.
Monthly Servicing: Lubricate bearings and moving parts, calibrate sensors, and perform a full abrasive sieving to ensure particle size consistency.
2. Abrasive Management
Segregation of Abrasives: Store different types of abrasives (e.g., steel shot, glass grit) in separate bins to prevent cross-contamination and maintain treatment quality.
Waste Disposal: Dispose of spent abrasives and stone dust in compliance with local regulations. Recyclable materials (e.g., steel shot) should be sent to recycling facilities.
3. Operator Training and Safety
Certification Programs: Train operators on stone-specific blasting techniques, including how to adjust parameters for different materials and finishes.
PPE Requirements: Enforce the use of respiratory protection (N95 masks or supplied-air respirators), hearing protection, and eye goggles to mitigate health risks from dust and noise.
Challenges and Future Directions
Current Challenges
Balancing Texture and Integrity: Over-blasting soft stones can compromise structural strength, requiring precise control over process parameters.
Environmental Impact: Traditional abrasives (e.g., coal slag) may contain hazardous materials, prompting the industry to adopt eco-friendly alternatives.
Labor Intensity: Manual loading/unloading of heavy stones remains a bottleneck in some operations, driving demand for automated material handling systems.
Future Trends
AI-Driven Process Optimization: Machine learning algorithms will analyze real-time data from stone surface sensors to automatically adjust blasting parameters, eliminating trial-and-error setups.
Nanotechnology in Abrasives: Development of nano-coatings for abrasives to enhance cutting efficiency while reducing wear on machine components.
3D Printing Integration: Combined with additive manufacturing, shot blasting could be used to texture 3D-printed stone composites, enabling customized architectural designs.
Circular Economy Models: Closed-loop systems that fully recycle abrasives and stone waste, converting debris into aggregate for new construction projects.
Case Studies: Industrial Applications of Stone Shot Blasting
Case Study 1: Restoration of Historical Limestone Facades
Project: Renovation of a 19th-century limestone building in Europe, plagued by biological growth and pollution stains.
Solution: A robotic shot blasting system using sodium bicarbonate abrasives (soft, water-soluble) was employed. The gentle blasting removed contaminants without damaging the delicate limestone carvings, revealing the original texture and color.
Outcome: Reduced restoration time by 40% compared to manual methods, with zero chemical runoff and minimal waste.
Case Study 2: Production of Non-Slip Granite Pavers
Company: A leading stone manufacturer in Brazil.
Challenge: High demand for slip-resistant granite pavers for outdoor applications.
Solution: Installed a conveyor-based shot blasting machine with dual turbine wheels, using 2 mm steel grit at 80 m/s. The process created a uniform, rough texture meeting ASTM C1028 slip resistance standards.
Outcome: Increased production capacity by 60%, with consistent quality across 50,000+ pavers per month.
Stone shot blasting machines have revolutionized the stone processing industry, offering versatile, efficient, and sustainable solutions for surface modification. From creating artistic finishes in architecture to restoring historical monuments and enhancing safety in infrastructure, their applications are as diverse as the stones they treat. As technology advances, the integration of AI, robotics, and eco-friendly innovations will further elevate their performance, addressing environmental concerns and labor challenges while unlocking new possibilities in design and functionality. By prioritizing safety, maintenance, and technological adaptation, the industry can continue to leverage these machines to meet the evolving demands of modern construction and aesthetics, ensuring stone remains a timeless and durable material for generations to come.
sign up newsletter
Email:cennia@szmizhi.com
Add::104,Building 27,Third Industrial Zone, Longxi Community,Longgang District,Shenzhen,China.